多规格多功能性
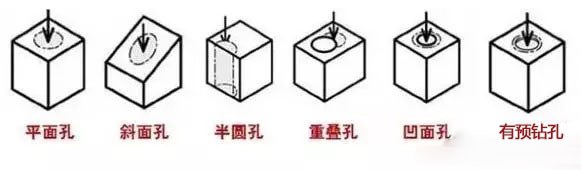
与整体式钻头相比,U钻是一种通过中心刀片(内刃)和外周刀片(外刃)组合进行孔加工的刀具。这种结构决定了U钻具有相比其他钻孔工具无可替代的优势。U钻刀片有适合各种材料断屑的4种断屑槽,在CNC加工厂适应不同材料加工的4种材质,再加上2D-6D的系列化直径规格,可组合几百种工具形式,可满足80%以上的钻孔加工要求。另外,U钻通常是从外侧开始吃刀的加工形态,相比较中心吃刀的形态,U钻适合加工的工况更加丰富。(以下是常见U钻应用场合)
高效低成本性
U钻刀片都是多刀尖规格,一般W型和S型的刀片居多,可转位使用3-4次,因此加工成本比较低。随着U钻开发技术的不断增强,新型刀体结构、新涂层技术、顺畅排屑技术的应用,U钻的高速,高效率特点将更加明显。
使用方便性
U钻刀片不需要重磨,舍弃式刀片形式换刀方便;钻孔尺寸容易控制和统一;减少了换刀和对刀时间。因为不需要重磨,选择U钻刀杆时,可选择刚性最佳的刀杆,这样能充分发挥U钻高性能的特性
影响U钻使用的要因
- 加工转速高,刀片磨损或崩损后损伤刀体。
- 刀片和工件之间摩擦严重、散热困难、热量多、切削温度高。
- 切削量大、排屑困难。切削堵塞有可能造成刀体损伤,影响加工安定性。
- 钻头刚性和精度原因,刚性不好时容易振刀,相比较整硬钻头和皇冠钻,U钻加工精度相对较低,一般钻孔精度在IT10-IT12,粗糙度Ra6.4-3.2左右。
